产品设备定制生产厂家
成型生产线解决方案提供商
服务热线:
18315806859
产品设备定制生产厂家
成型生产线解决方案提供商
服务热线:
18315806859

电 话:18315806859
邮 箱:610044785@qq.com
网 址:www.dzmuxinjx.com
地 址:德州平原县京津冀产业园D37
要知道深孔加工的几种方法,首先得知道深孔加工厂家的设备都有什么区别,正所谓“工欲善其事,必先利其器”。我们深孔加工的几种方法中,一般用枪钻。枪孔钻孔是用专用设备加工的,钻头是单刃钻,后面有一个高压油孔,边加工边注油,用高压油将切削排出。深孔钻一般都是钻头水平运动,为的是好排削。
如用麻花钻深孔加工,钻头的顶角要大,大约140度,目的是为了减少径向分力,以防钻头磨的不正,孔越钻越偏。钻头要选比较短的(大多数的人都认为要选钻头长的,新的,这是不对的),原因是这样的钻头强度好不易跑偏,有条件的话,在工具磨上将钻头的倒锥磨的大一些,这样不易卡钻,再将加工后的钻头焊一个长把,外径比钻头小几道,勤排削,多加油。钻头要快。

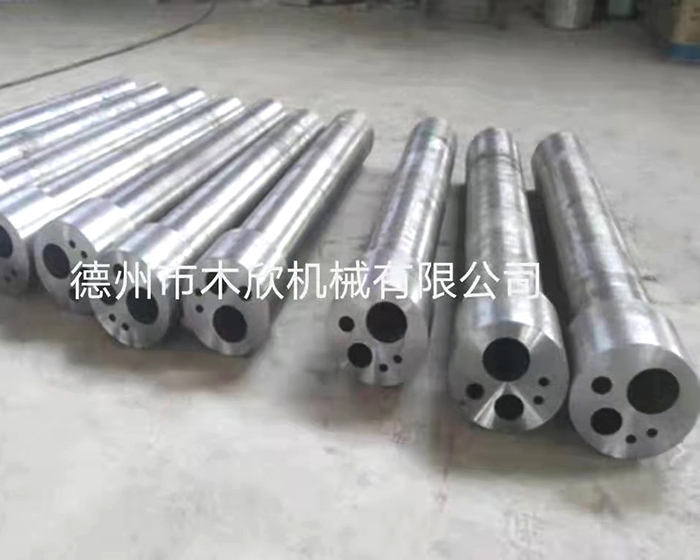
一般说来这样就可以钻出质量好的深孔了。从深孔加工的方式及选择上,其实有很多种,有外排屑钻(枪钻)、内排屑钻、麻花钻、套料钻等等。枪钻是外排屑钻典型的代表,而内排屑钻分为单刃内排屑钻,和多刃内排屑钻两种。
1mm以下的小直径孔采用硬质合金枪钻加工而成,但对于15mm及以上的孔,一般采用焊接刃钻头,而对于25mm及以上的孔,则采用可转位刀片钻头才能进行非常高 效的钻削。现代可转位刀片技术和钻管系统也为深孔加工提供了专用刀具的新可能性。孔深超过10倍孔径时,加工出的孔一般认为很深。孔深达300倍径时就需要专门的技术,并采用单管或双管系统才能进行钻削。
地址:德州平原县京津冀产业园D37
电话:18315806859
邮箱:610044785@qq.com
网址:www.dzmuxinjx.com

(微信扫一扫)