产品设备定制生产厂家
成型生产线解决方案提供商
服务热线:
18315806859
产品设备定制生产厂家
成型生产线解决方案提供商
服务热线:
18315806859

电 话:18315806859
邮 箱:610044785@qq.com
网 址:www.dzmuxinjx.com
地 址:德州平原县京津冀产业园D37
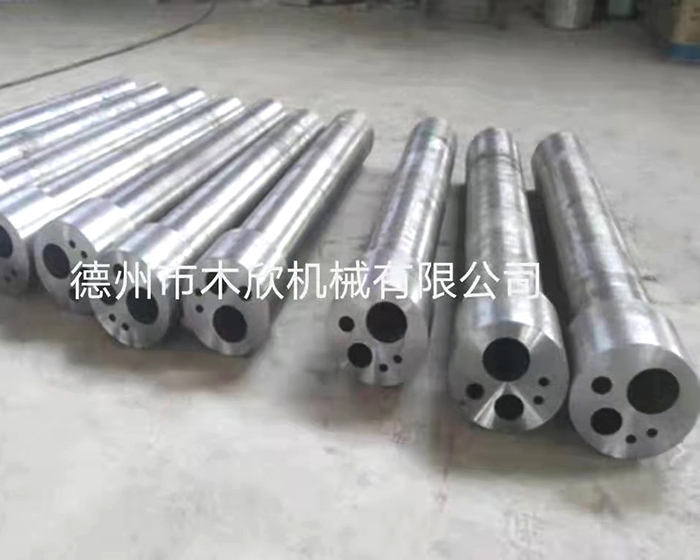
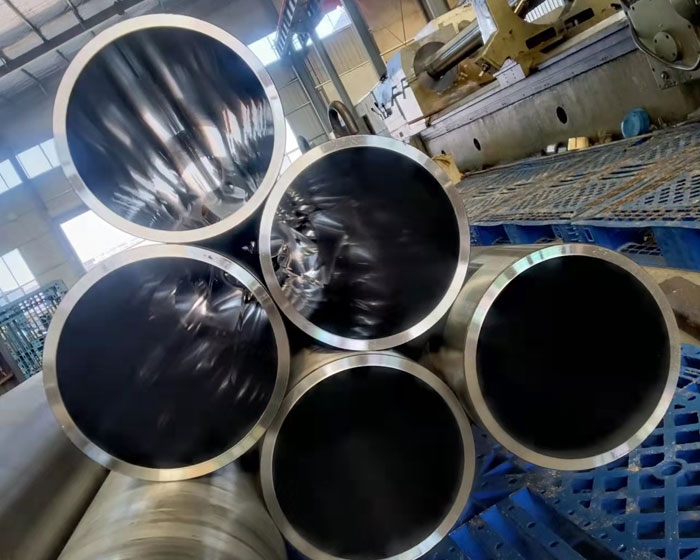
深孔加工技术的发展,有效的解决了孔径精度和光洁度的问题,孔的直线度也有很大的改善,但是随着孔的深度加大,直线度的偏差也相应增加,实际加工中如何能有效的减少直线度的偏差,结合多年的加工经验总结如下:
1、机床精度的保证,检验机床的导向套轴向的装配精度,尽量保证导向套与机床导轨轴向直线度每100毫米偏差在0.02毫米内。
2、旋转方式的选择,深孔加工有三种旋转方式:工件旋转、钻头旋转、工件和钻头同时反向旋转,这三种旋转方式都是钻头进给向前,其中钻头旋转并进给直线度相对较差,工件旋转钻头进给直线度较好,工件和钻头同时反向旋转加工直线度,可以根据精度需要选择合适的旋转方式。
3、钻头的磨削,钻头角度的磨削至关重要,操作人员可根据自己的经验磨钻头,也可以参考下机床厂家的说明,建议使用专业的磨钻头工具。
4、加工参数的选择,选择合适的转速和进给量,相同转速下,进给慢一点精度会有所改善。
5、加工件孔位置的选择,如果加工孔的位置过于靠边,比如孔壁到工件边只有5毫米,加工过程中热量提高,工件会发热发软,导致钻头会向壁厚薄的一边偏移,所以尽量保证孔壁到工件边大于10毫米。

深孔加工厂家建议对于难加工的工件,为了减少损失,建议加工过程中用厚度仪进行测量,发现偏差大及时对生产工艺进行调整。
地址:德州平原县京津冀产业园D37
电话:18315806859
邮箱:610044785@qq.com
网址:www.dzmuxinjx.com

(微信扫一扫)