产品设备定制生产厂家
成型生产线解决方案提供商
服务热线:
18315806859
产品设备定制生产厂家
成型生产线解决方案提供商
服务热线:
18315806859

电 话:18315806859
邮 箱:610044785@qq.com
网 址:www.dzmuxinjx.com
地 址:德州平原县京津冀产业园D37
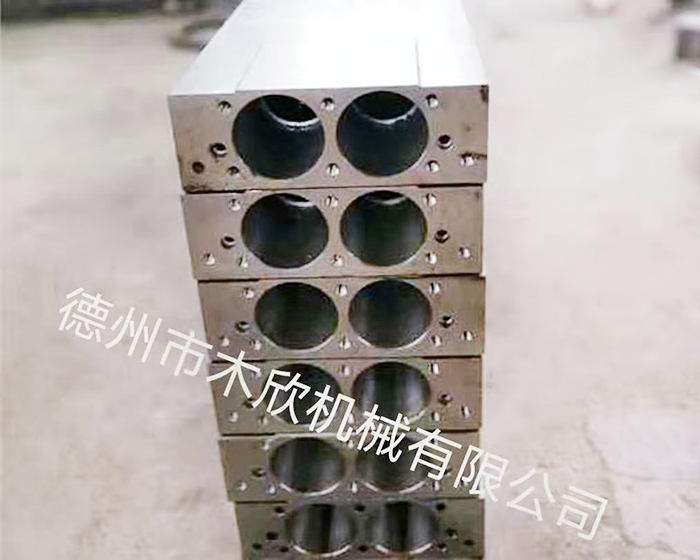
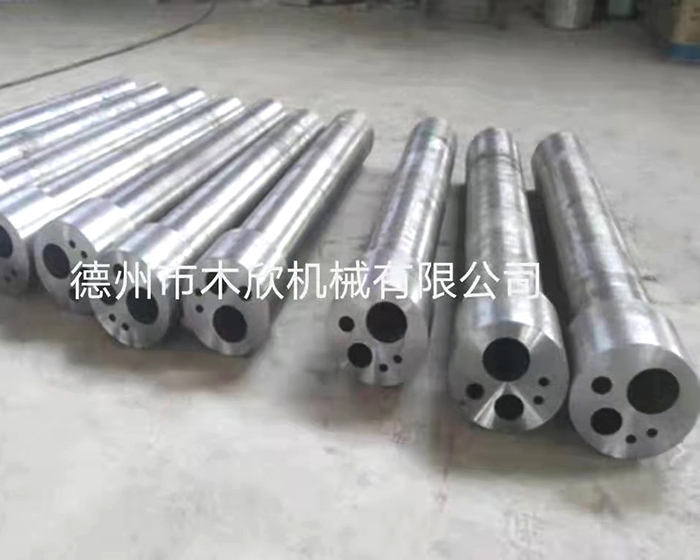
深孔加工厂家承接深孔加工业务,公司引进三轴数控深孔钻设备,对于深孔加工中的问题做出如下总结:
1.钻头的选择,一般都使用大0.02mm的,特殊尺寸要求的钻头可以定做,尤其是模具顶针孔的加工,比如要钻10mm的顶针孔,用10.02mm的钻头,如果直接用10mm就会小了。
2.导向套的选择,要求钻头和导向套大小紧配,因为深孔钻钻孔,不是靠中 心点定位,孔的位置精度是靠导向套来保证。
3.深孔加工参数的选择,进给速度的选择刚进去的时候要慢,钻头完全钻入工件以后(深度达到钻头直径2倍),就可以快了,在快要钻穿的时候就放慢速度,钻交叉孔的时候先钻小的,再钻大的,在交叉的位置也要放慢速度,在交叉的时候也就等于一个进出的过程。

4.听声音是操作员要做的事,检查铁屑也很重要,铁屑的长短大小均匀,说明加工稳定,如果发现铁屑长度过长且容易缠绕刀杆,务必降低进给速度,材料太硬或钻头钝了,会有异响,请及时磨刀或对参数做出调整。
5.注意孔壁有多厚,一般孔壁都要有10mm以上,如果小过10mm,就有可能会跑偏了,一般会往小这边跑。
以上就是深孔加工厂家对深孔钻加工注意事项总结!
地址:德州平原县京津冀产业园D37
电话:18315806859
邮箱:610044785@qq.com
网址:www.dzmuxinjx.com

(微信扫一扫)