产品设备定制生产厂家
成型生产线解决方案提供商
服务热线:
18315806859
产品设备定制生产厂家
成型生产线解决方案提供商
服务热线:
18315806859

电 话:18315806859
邮 箱:610044785@qq.com
网 址:www.dzmuxinjx.com
地 址:德州平原县京津冀产业园D37
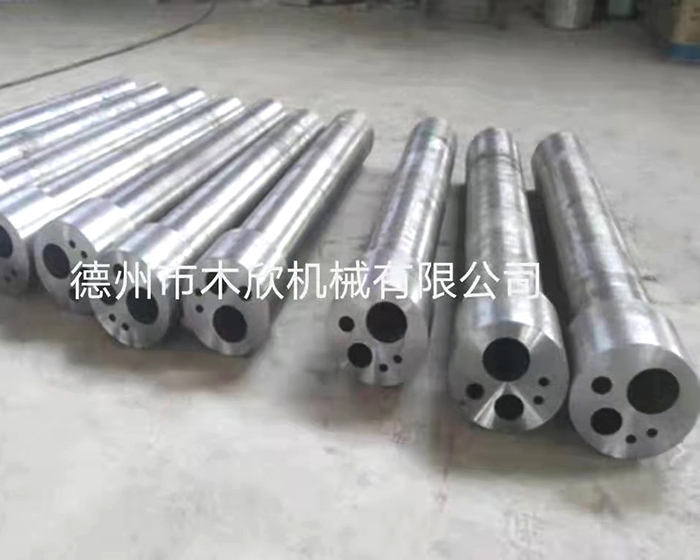
1)深孔加工铰出的内孔不圆产生原因
铰刀过长,刚性不足,铰削时产生振动;铰刀主偏角过小;铰切削刃带窄;铰孔余量偏;内孔表面有缺口、交叉孔;孔表面有砂眼、气孔;主轴轴承松动,无导向套,或铰刀与导向套配合间隙过大以及由于薄壁工件装夹过紧,卸下后工件变形。
2)深孔加工铰出的内孔不圆解决措施
刚性不足的铰刀可采用不等分齿距的铰刀,铰刀的安装应采用刚性联接,加大主偏角;选用合格铰刀,控制预加工工序的孔位置公差;采用不等齿距铰刀,采用较长、较精密的导向套;选用合格毛坯;采用等齿距铰刀铰削较精密的孔时,应对机床主轴间隙进行调整,导向套的配合间隙应要求较高或采用恰当的夹紧方法,减小夹紧力。

1)深孔加工时孔径缩小产生原因
铰刀外径尺寸设计值偏小;切削速度过低;进给量过大;铰刀主偏角过小;切削液选择不合适;刃磨时铰刀磨损部分未磨掉,弹性恢复使孔径缩小;铰钢件时,余量太大或铰刀不锋利,易产生弹性恢复,使孔径缩小以及内孔不圆,孔径不合格。
2)深孔加工时孔径缩小解决措施
更换铰刀外径尺寸;适当提高切削速度;适当降低进给量;适当加大主偏角;选择润滑性能好的油性切削液;定期互换铰刀,正确刃磨铰刀切削部分;设计铰刀尺寸时,应考虑上述因素,或根据实际情况取值;作试验性切削,取合适余量,将铰刀磨锋利。
地址:德州平原县京津冀产业园D37
电话:18315806859
邮箱:610044785@qq.com
网址:www.dzmuxinjx.com

(微信扫一扫)