产品设备定制生产厂家
成型生产线解决方案提供商
服务热线:
18315806859
产品设备定制生产厂家
成型生产线解决方案提供商
服务热线:
18315806859

电 话:18315806859
邮 箱:610044785@qq.com
网 址:www.dzmuxinjx.com
地 址:德州平原县京津冀产业园D37
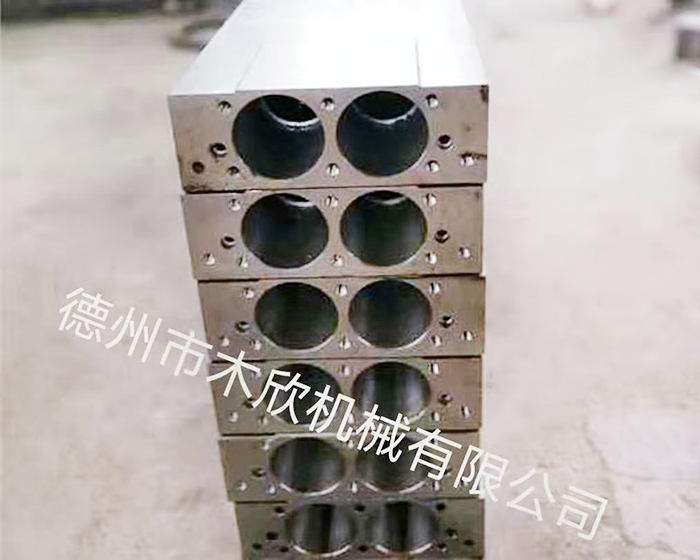
深孔加工中直径扩大和差值大剖析
在深孔加工全过程中,经常会出现被零件加工规格密度、工艺性能及其数控刀片的使用寿命等难题,怎样降低乃至防止这种难题的造成,是大家现阶段急需解决的难题。
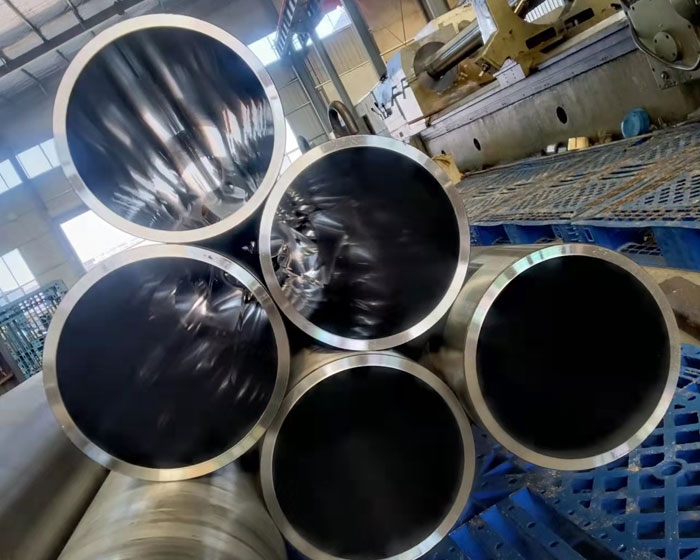
(1)造成缘故:
深孔加工中绞刀直径规格设计方案值偏大或铰钻削刀口有毛边;切削用量过高;切削速度不善或加工的剩余量过大;绞刀主倾角过大;绞刀弯折;铰钻削刀口上黏附着切削瘤;修磨时铰钻削刀口摆差偏差;切削油挑选不适合;安裝绞刀时锥柄表层油渍未擦干净或球面有磕磕碰碰伤;锥柄的扁尾偏差装进车床主轴后锥柄锥体干预;主轴轴承弯折或机床主轴轴承太松或毁坏;绞刀波动不灵便;与产品工件不一样轴及其手镗孔时双手用劲不匀称,使绞刀上下摇晃。

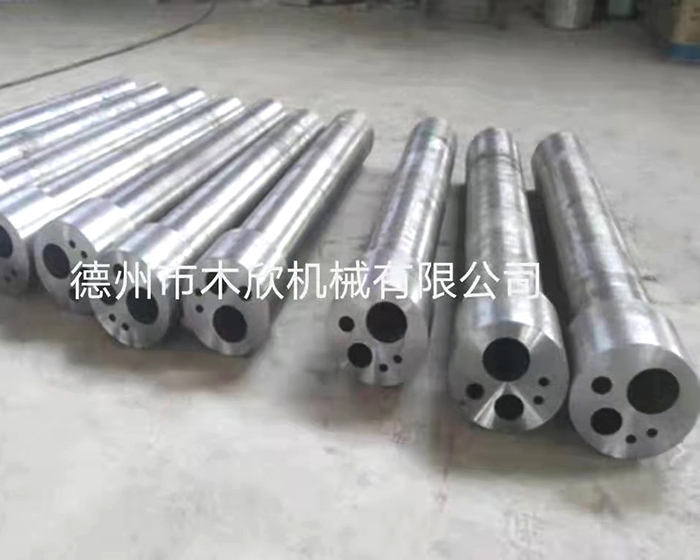
(2)处理对策:
深孔加工中依据详细情况适度减少绞刀直径;减少切削用量;适度调节切削速度或降低加工的剩余量;适度减少主倾角;调直或损毁弯折的不能用的绞刀;用食油石细心整修到达标;操纵摆差在容许的范畴内;挑选制冷特性不错的切削油;安裝绞刀前务必将绞刀锥柄及车床主轴锥孔內部油渍洗净,球面有磕磕碰碰处用食油石修光;刃磨绞刀扁尾;调节或拆换机床主轴轴承;再次调节波动夹头,并调节平行度;留意恰当实际操作。
地址:德州平原县京津冀产业园D37
电话:18315806859
邮箱:610044785@qq.com
网址:www.dzmuxinjx.com

(微信扫一扫)