产品设备定制生产厂家
成型生产线解决方案提供商
服务热线:
18315806859
产品设备定制生产厂家
成型生产线解决方案提供商
服务热线:
18315806859

电 话:18315806859
邮 箱:610044785@qq.com
网 址:www.dzmuxinjx.com
地 址:德州平原县京津冀产业园D37
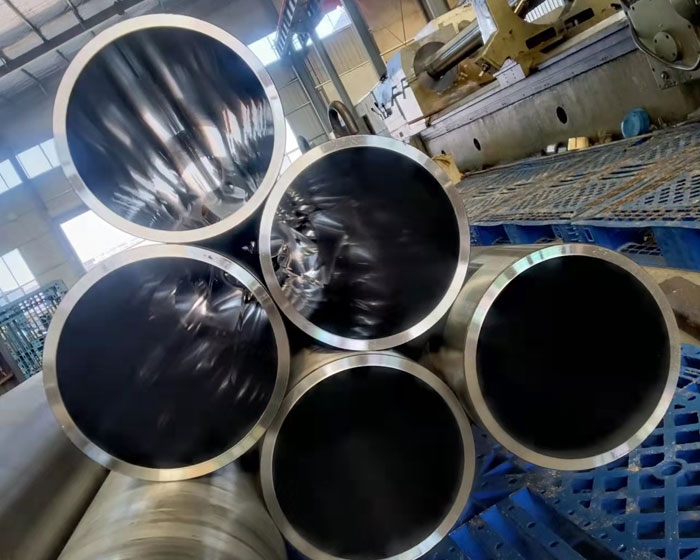
孔的偏斜度是数控深孔加工质量重要的指标。理论出产中,对零件的加工请求越来越高,数控深孔钻対孔的偏斜度提出了更高的技艺请求。特别是较深的孔。控制偏斜量尤为重要。影响深孔轴线直线度的首要要素,是数控卧式深孔钻的钻头切削刃的对称性及钻头的导向条件。
因而,行进切开刀的对称性,并选用较长的导向,是行进深孔轴线直线厦的首要指施。被加工零件外表不峻峭倾斜,对深孔轴线的直线度也大有影响。由于在削钻进时即发作偏斜,则会钻得愈烈,偏斜愈大,因而有必要随时留心仔细地校正。

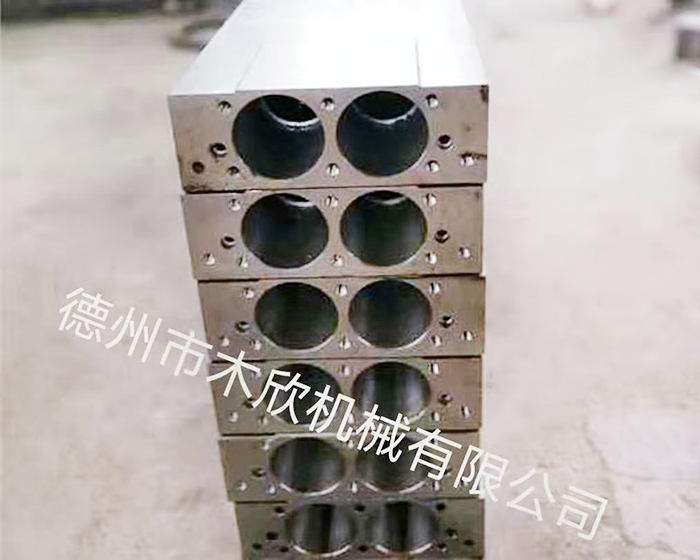
在模具加工正常加工进程中,伴跟着钻孔的深化,刀具所受钻削扭矩底子坚持不变,电机的功率也底子坚持不变。而当刀具损坏后,则刀具所受扭矩变大,然后惹起电机电流加大,经过PLC的模仿量输入模块将检测到模仿量信号转变为数字量信号,运用PLC的运算功用与设定值停止比拟,来断定刀具能否损坏。
运用调速设备的模仿量输出口将检测到的电流信号改换成0~10V电压信号,输出到PLC的模仿量输入模块停止A/D模数改换,然后与设定值停止比拟。这个设定值由工艺人员依据工件资料,刀具,加工量等参数得到,经过拔段开关来选择。当检测值大于设定值20%时,则断定扭矩过载,即刀具受损,PLC宣布报警,连续加工,交换刀具,工件深孔加工。
地址:德州平原县京津冀产业园D37
电话:18315806859
邮箱:610044785@qq.com
网址:www.dzmuxinjx.com

(微信扫一扫)