产品设备定制生产厂家
成型生产线解决方案提供商
服务热线:
18315806859
产品设备定制生产厂家
成型生产线解决方案提供商
服务热线:
18315806859

电 话:18315806859
邮 箱:610044785@qq.com
网 址:www.dzmuxinjx.com
地 址:德州平原县京津冀产业园D37
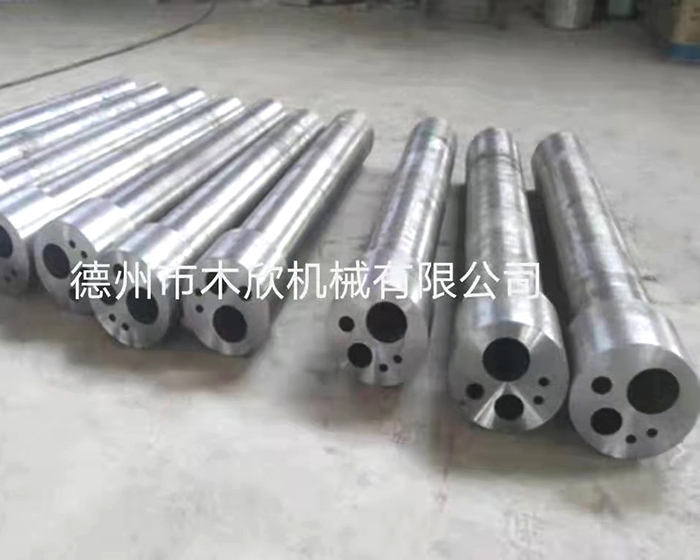
普通车床深孔加工方法与流程是怎样的?

大家好,我是山东深孔加工厂家的小编,今天来给大家简单介绍下深孔加工的知识。
利用普通车床加工深孔零件具有一定难度,尤其是长径比大于10以上时技术难度更大。加工单件或小批量的深孔工件,通常采用接长的标准麻花钻头,在普通车床上进行钻削。但当经过钻削的深孔要进一步精加工,使深孔达到较高的尺寸精度和较小的表面粗糙度值时,就必须采取其它工艺措施,来解决深孔加工的各方面技术问题。深孔加工车削时的内孔刀杆细而长,刚性差,强度低,容易产生振动和让刀现象,而且也容易产生锥度误差,严重影响到工件被加工面粗糙度及精度。由于孔深,冷却液不易进入,排屑困难,如铁屑排出不顺畅,铁屑就会划伤加工表面,严重影响表面粗糙度,刀具会加剧磨损,降低使用寿命。深孔的进出口处常会出现波纹、喇叭口,车削直线性差,使加工精度降低。
为了解决上述问题,本发明提供一种加工后的孔的表面粗糙度、精度达到图纸要求,其它技术指标也达到图纸要求,且只需普通车床及制造一些简单的工夹具就可以顺利地按图纸技术要求加工长径比大的深孔而不用深孔加工的专用夹具,特别是针对小批量产品时更加体现出较高的经济效益的普通车床深孔加工方法。
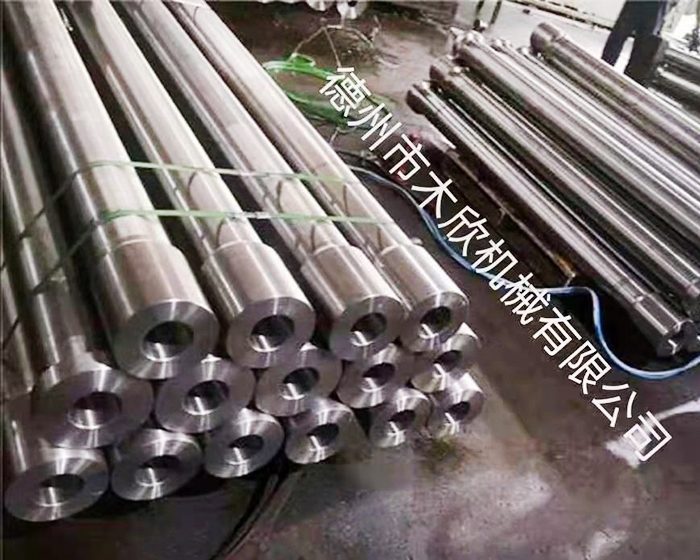
本发明普通车床深孔加工方法,包括以下步骤:
第yi步,车平两端面总长留1mm,并在孔两端倒角2×30°,用两ding尖装夹粗车外圆留余量单边0.5mm;
第二步,夹住一端,另一端用中心架托住,使用常用内孔刀粗车内孔总长度一半225mm,留余量单边0.5mm;
第三步,掉头,粗车另一端余下孔长,内孔单边留0.5mm的余量;
第四步,精车两端面并控制工件总长度,两端孔口倒角2×30°;
第五步,用两顶针装夹精车缸体外圆至尺寸要求。
关于深孔加工的内容就整理到这啦,希望以上内容对大家有所帮助!
地址:德州平原县京津冀产业园D37
电话:18315806859
邮箱:610044785@qq.com
网址:www.dzmuxinjx.com

(微信扫一扫)