产品设备定制生产厂家
成型生产线解决方案提供商
服务热线:
18315806859
产品设备定制生产厂家
成型生产线解决方案提供商
服务热线:
18315806859

电 话:18315806859
邮 箱:610044785@qq.com
网 址:www.dzmuxinjx.com
地 址:德州平原县京津冀产业园D37
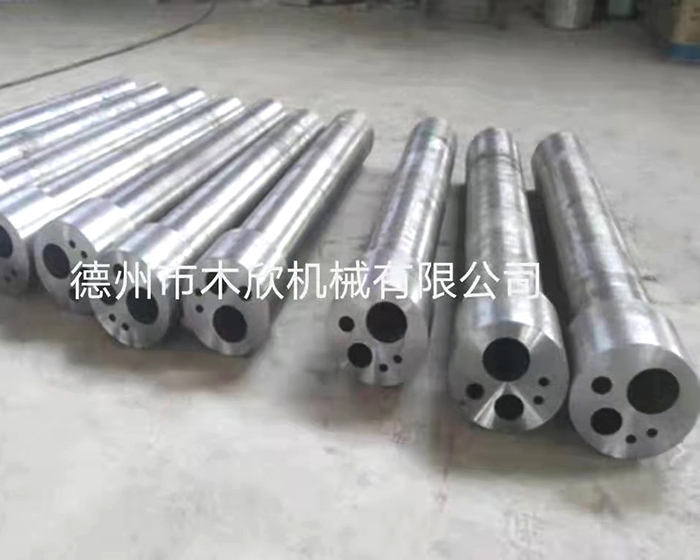
深孔加工就是指加工长度与直径比大于10的孔。一般的深孔多数情况下深径比L/d≥100,如油缸孔、轴的轴向油孔、空心主轴孔和液压阀孔等。这些孔中,有的加工精度和表面质量要求较高,有的被加工材料的切削加工性较差,常常成为生产中一大难题。但只要合理利用加工条件,了解深孔加工的加工特点,掌握深孔的加工方法,就可以变难为易。
深孔加工要注意事项 由于深孔钻加工具有不同于不同普通深孔钻加工的特点和不利的因素,所以在使用加工中 心进行深孔钻加工的时候要注意
(1) 深孔钻加工无法直接观察刀具切削情况,因此在加工的时候只能通过听声音、看切屑、观察机床负荷及切削液压力等方法来判断排屑及刀具磨损状况。
(2) 深孔钻加工散热困难,需要采用有 效、可靠的切削热冷却方式。

(3) 深孔钻加工排屑困难,如果发生切屑阻塞ji易损坏刀具,所以需要合理选择切削用量,保证断屑可靠、排屑通畅。
(4)深孔钻加工时孔易发生偏斜,因此在刀具及进液器结构设计时应考虑导向装置与措施。
(5)深孔钻加工时钻杆长、刚性差、易振动,将直接影响加工精度及生产效率,因此合理选择切削用量十分重要
地址:德州平原县京津冀产业园D37
电话:18315806859
邮箱:610044785@qq.com
网址:www.dzmuxinjx.com

(微信扫一扫)