产品设备定制生产厂家
成型生产线解决方案提供商
服务热线:
18315806859
产品设备定制生产厂家
成型生产线解决方案提供商
服务热线:
18315806859

电 话:18315806859
邮 箱:610044785@qq.com
网 址:www.dzmuxinjx.com
地 址:德州平原县京津冀产业园D37
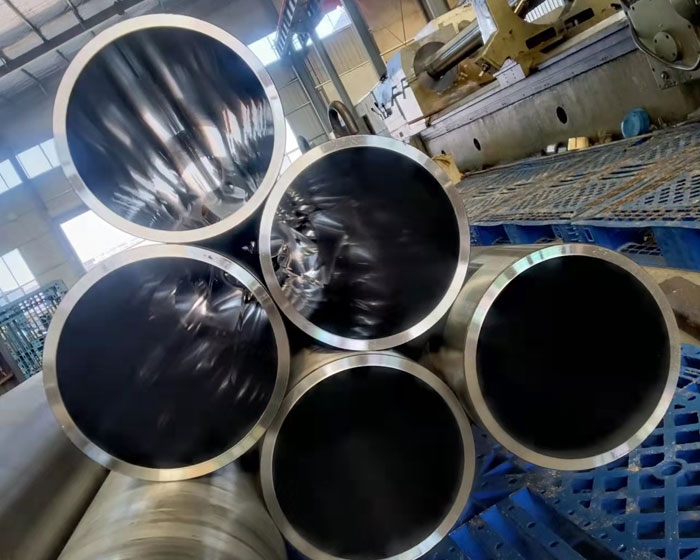
孔表面粗糙
1、切屑粘结:降低切削速度;避免崩刃;换用极压性高的切削液,并改善过滤情况;提高切削液的压力、流量。
2、同轴度不好:调整机床主轴与钻套的同轴度;采用合适的钻套直径。
3、切削速度过低,进给量过大或不均匀:采用合适的切削用量。
4、刀具几何形状不合适:改变切削刃几何角度与导向块的形状,孔口呈喇叭形。

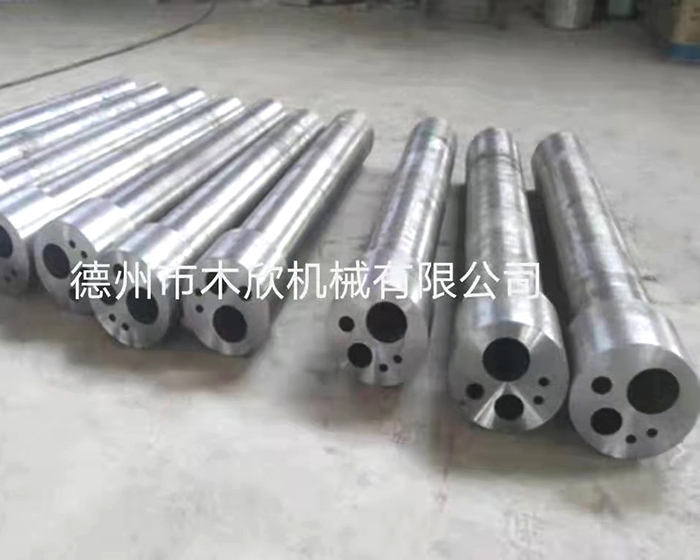
轴度不好:调整机床主轴、钻套与支承套的同轴度;采用合适的钻套直径,及时更换磨损过大的钻套。
地址:德州平原县京津冀产业园D37
电话:18315806859
邮箱:610044785@qq.com
网址:www.dzmuxinjx.com

(微信扫一扫)